Achieve efficient production of custom PE parts with stable dimensions and smooth finishes through our advanced CNC machining services.Get a quote now.



Utilizes rotating cutting tools for high-precision machining of flat surfaces, curves, and complex parts, ideal for mold making, aerospace, and automotive industries.

Uses rotating workpieces and cutting tools for efficient machining of cylindrical components, widely applied in shafts, discs, and precision parts manufacturing.

Enables multi-angle precision cutting, reducing setups and machining complex surfaces, perfect for high-end aerospace, medical devices, and precision mold manufacturing.



| Property | Typical Value(LDPE) | Unit | Notes |
| Density | ~0.91–0.94 | g/cm³ | Lightweight, floats in water. |
| Water Absorption (24 h) | ~0.005–0.01 | % | Very low moisture absorption, suitable for humid environments. |
| Tensile Strength @ Yield | ~1,500–1,700 | psi | Low strength under tension, suitable for non-structural parts. |
| Tensile Modulus (Elastic Modulus) | ~0.39 | GPa | Low stiffness, highly flexible. |
| Elongation at Break | ~100–400 | % | Extremely ductile; great flexibility. |
| Flexural Strength @ Yield | ~10 | MPa | Low bending resistance, not ideal for load-bearing parts. |
| Flexural Modulus | ~0.20 GPa (~29 ksi) | GPa / psi | Very low rigidity. |
| IZOD Notched Impact Strength | Notched: no break signaling very high impact | Very tough; high impact resistance. | |
| Shore D Hardness | ~54–55 | -- | Soft material; easily scratched. |
| Crystalline Melting Point | ~110–115 | °C | Melts at relatively low temperatures. |
| Heat Deflection Temp (66 psi) | ~71 | °C | Limited temperature resistance. |
| Coefficient of Thermal Expansion | ~100×10⁻⁶ | µm/m·°C | Expands significantly with heat. |
| Thermal Conductivity | ~0.33 | W/m·K | Poor heat conductor. |
| Volume Resistivity | ~1×10¹⁵ | Ω·cm | Excellent electrical insulator. |
 As Machined PE can be left as-machined, producing a smooth to slightly rough surface finish depending on the process. | Conveyor wear strips, food-grade liners, structural spacers |
 Bead Blast Bead Blasting gives PE a matte finish, improving appearance and grip. | Chemical tank lids, agricultural machinery covers, housings |
 Tumbling This process can smooth and deburr PE parts, resulting in an even surface. | Packaging machine parts, bins, sliding panels |
 Powder Coating PE can be powder coated if surface is properly prepared. | Outdoor cabinets, protective casings, equipment housings |
 Painting PE can be painted with proper surface prep to ensure strong adhesion. | Medical containers, signage panels, recreational equipment |
PE has a non-polar, low surface energy characteristic, which makes surface adhesion difficult. Light sanding and flame/plasma treatment are often required before painting or coating to improve adhesion and long-term durability.
Polyethylene machining requires control of heat and chip removal due to its softness and tendency to gum. These guidelines help ensure clean cuts,
| Parameter | Recommended Range | Notes |
| Tooling | Sharp single-flute or 2‑flute carbide/O‑flute tools designed for soft plastics | HSS or dull tools generate friction—sharp plastic-specific radials work best. |
| Cutting Speed (RPM/SFM) | Spindle speeds ~3,000–4,500 RPM; SFM ~120–150; feed rates ~22–25 IPM or ~0.3–0.6 mm/rev | Higher RPM + aggressive feed reduces melting and built-up plastic. |
| Feed Rate / Chip Load | ~0.1–0.5 mm/rev; work aggressively—chunky chips, not dust | Thick chips evacuate faster and reduce heat buildup. |
| Depth of Cut (DOC) | Roughing: up to ~0.25 in (6 mm); Finish: ≤ 0.01–0.03 in (0.25–0.75 mm) per pass | Shallow finish passes improve surface quality. |
| Cooling / Chip Control | Prefer dry or with air/mist; ensure good chip evacuation | Chips stick and melt easily—air blast or vacuum ensures clean cuts. |
| Fixturing / Holding | Use soft-jaws, adhesive tape, or lined vise; avoid over-clamping | UHMWPE is slippery and flexible—secure support prevents movement. |
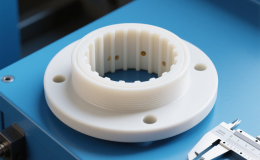
| Tolerances | Typical: ±0.05 mm (±0.002″); precision: ±0.02–0.03 mm with stability control | Dimension variability is possible—plan cuts and allow stabilization time. |
Select the appropriate PE grade based on application needs. Control dimensional stability, temperature response, processing parameters, and surface prep to ensure part quality.
Our CNC-machined Polyethylene parts are widely used in industries such as chemical processing, food handling, medical devices, and automotive. Thanks to PE's excellent chemical resistance, impact toughness, low friction, and lightweight nature, it is ideal for manufacturing parts like seals, wear pads, tubing, food-grade containers, and protective covers where durability and precision are essential.