We deliver high-precision HDPE parts manufactured to meet stringent quality standards—suitable for a wide range of applications..Get a quote now.



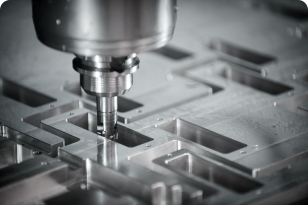
Utilizes rotating cutting tools for high-precision machining of flat surfaces, curves, and complex parts, ideal for mold making, aerospace, and automotive industries.

Uses rotating workpieces and cutting tools for efficient machining of cylindrical components, widely applied in shafts, discs, and precision parts manufacturing.

Enables multi-angle precision cutting, reducing setups and machining complex surfaces, perfect for high-end aerospace, medical devices, and precision mold manufacturing.




| Property | Typical Value(LDPE) | Unit | Notes |
| Density | ~0.94–0.95 | g/cm³ | Low-density material; lightweight and flexible. |
| Water Absorption (24 h) | ~0.01 | % | Excellent moisture resistance. |
| Tensile Strength @ Yield | ~27 MPa (≈3,900 psi) | MPa / psi | Moderate tensile strength; suitable for flexible parts. |
| Tensile Modulus (Elastic Modulus) | ~0.86 | GPa | Indicates material stiffness. |
| Elongation at Break | 500–800 | % | Very high flexibility and ductility. |
| Flexural Strength @ Yield | ~30 | MPa | Resists moderate bending forces. |
| Flexural Modulus | ~0.93-1.2 GPa (≈135 ksi) | GPa / psi | Moderate stiffness for flexible applications. |
| IZOD Notched Impact Strength | ~3–5 | ft·lb/in | Good impact resistance for daily-use parts. |
| Shore D Hardness | ~62 | -- | Medium hardness; soft surface. |
| Crystalline Melting Point | ~130 | °C | Typical melting point for LDPE. |
| Heat Deflection Temp (66 psi) | ~116 | °C | Thermal stability under load. |
| Coefficient of Thermal Expansion | ~70×10⁻⁶ | µm/m·°C | Expands moderately with temperature. |
| Thermal Conductivity | ~0.54 | W/m·K | Moderate heat transfer capability. |
| Dielectric Constant (1 MHz) | ~2.3 | -- | Useful for electrical insulation. |
| Volume Resistivity | >10¹⁵ | Ω·cm | High electrical resistivity; excellent insulator. |
 As Machined Retains the material's natural surface. | Conveyor guides, food-safe spacers, mechanical shims |
 Bead Blast Creates matte finish and hides surface flaws.. | Chemical equipment lids, water treatment covers, housings |
 Painting HDPE can be painted with proper surface prep to ensure strong adhesion. | Equipment enclosures, signage bases, automotive covers |
 Polishing HDPE can be polished with sanding steps. | Consumer product cases, cosmetic trays, lab sample holders |
HDPE has non-polarity and low surface energy, making it naturally resistant to paints and adhesives. For surface finishes like painting or coating, proper pre-treatment is necessary to ensure lasting adhesion.
HDPE machining demands optimized chip removal and heat control due to its softness and low melting point. These guidelines ensure clean,
| Parameter | Recommended Range | Notes |
| Tooling | Sharp single- or double-flute carbide/O‑flute tools made for plastics | Prevents smearing and aids chip evacuation—HSS works but dulls faster. |
| Spindle Speed | 12,000–18,000 RPM (~300–600 m/min SFM) | High speed helps minimize melting, especially with small cutters. |
| Feed Rate | 0.1–0.5 mm/rev (~18–25 IPM), adjust by tool diameter | Generous feed prevents heat buildup by transferring heat into chips. |
| Depth of Cut (DOC) | Rough pass: up to 6 mm (~0.25 "), Finish pass: 0.25–0.75 mm (~0.01–0.03 ") | Multiple light passes improve surface finish and control thermal stress. |
| Cooling / Chip Control | Use air blast or vacuum to evacuate chips; avoid coolant saturation | Clean chip removal is critical—chips can weld back if left in the cut zone. |
| Fixturing / Holding | Use soft jaws, tabs, or tape; avoid over-clamping | HDPE flexes and deforms under pressure—secure support is vital. |
| Tolerances | Standard: ±0.05 mm (±0.002"); precision: ±0.02–0.03 mm with stability control | Annealing and clean setup enhance dimensional consistency. |
HDPE processing requires proper control of temperature, mold design, and cooling, tailored to the method and product needs, with attention to additive use and recyclability for quality output.
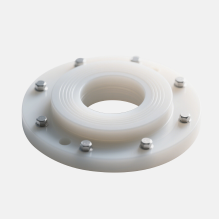
Our CNC-machined HDPE parts offer chemical resistance, impact strength, and low moisture absorption—ideal for food, medical, marine, and chemical industries. Common uses include wear pads, tanks, fittings, and structural components where durability and consistency are critical.