


Technical Advantages of Powder Coating
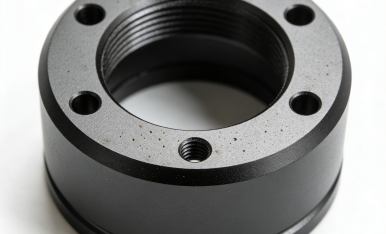
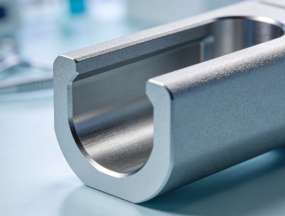
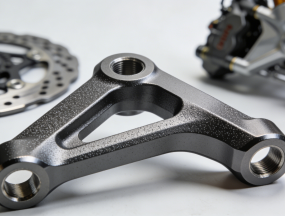
Smooth & Uniform Finish
Powder flows and levels during curing for a consistent texture.
Excellent Corrosion Resistance
Protects metal surfaces from moisture, chemicals, and oxidation.
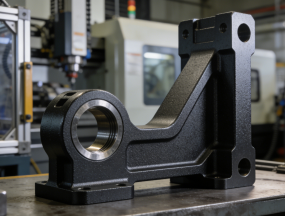
Strong Impact & Scratch Resistance
Ideal for parts requiring durability.
Environmentally Friendly
Contains no solvents or VOC emissions.
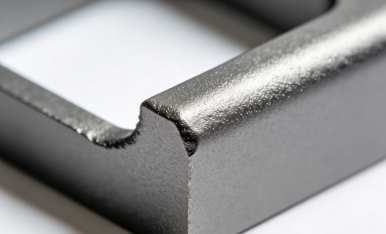
Wide Color & Texture Options
Available in RAL colors, matte, gloss, metallic, textured finishes.